
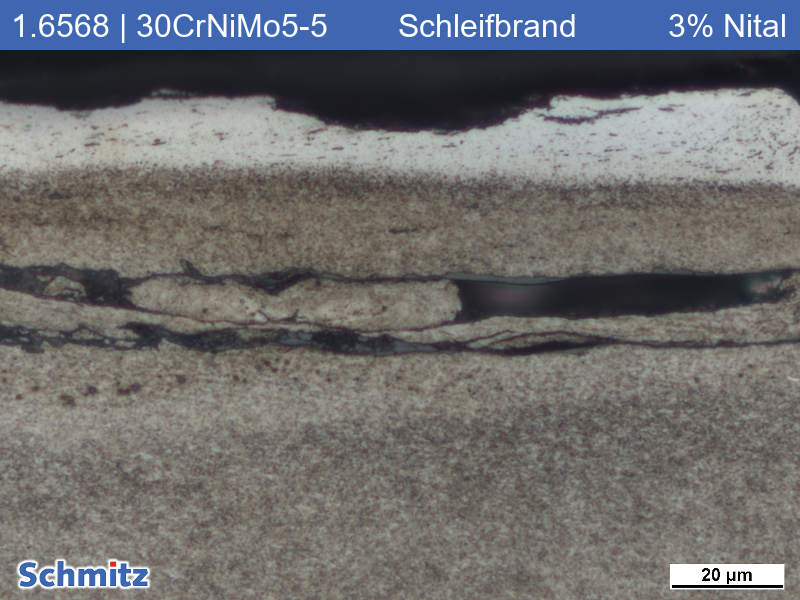
Schleifbrand (White Layer)
| Chemische Bezeichnung | Schleifbrand (White Layer) |
|---|---|
| Zustand | Schleifbrand (White Layer) |
| Ätzung | 3 % Nital |
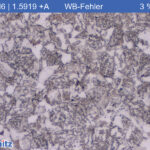
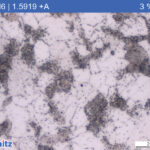
Beim Schleifbrand handelt es sich um eine thermisch bedingte Schädigung der Randzone infolge überhöhter Temperaturen während des Schleifprozesses.
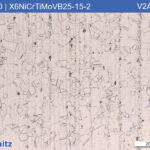
Ursachen können beispielsweise ein zu hoher Anpressdruck, eine stumpfe Schleifscheibe, unzureichende Kühlung oder eine zu hohe Schnittgeschwindigkeit sein. Auch bei anderen Fertigungsverfahren (z. B. Drehen, Fräsen, Bohren, Honen oder Drahterosion) können vergleichbare Randzonenveränderungen an der Probenoberfläche auftreten, etwa bei Titan mit durch Drahterosion modifizierter Randzone (Link).
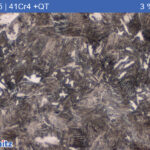
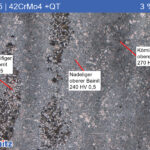
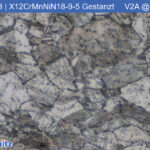
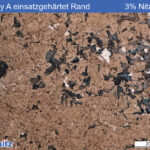
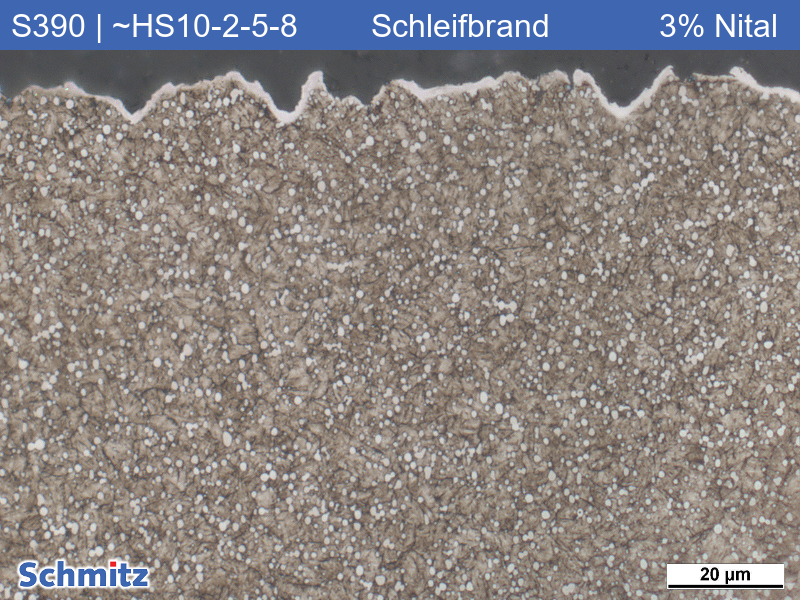
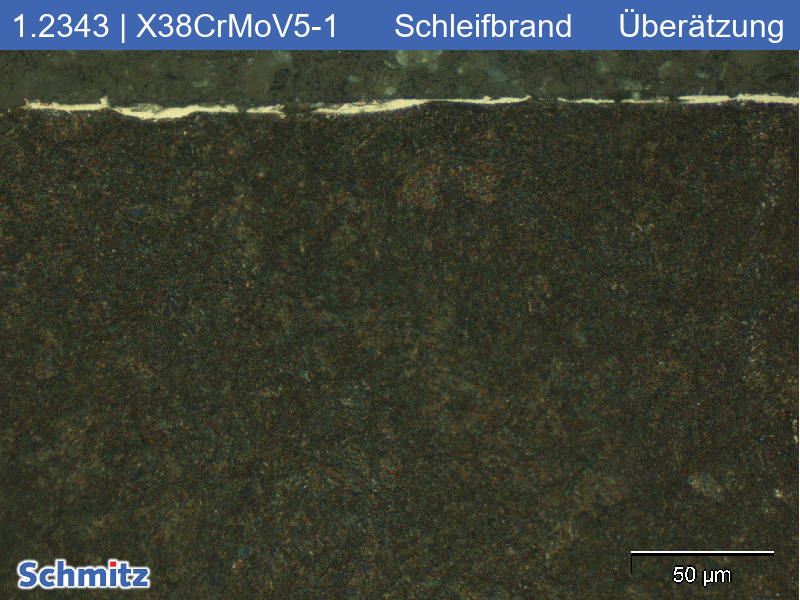
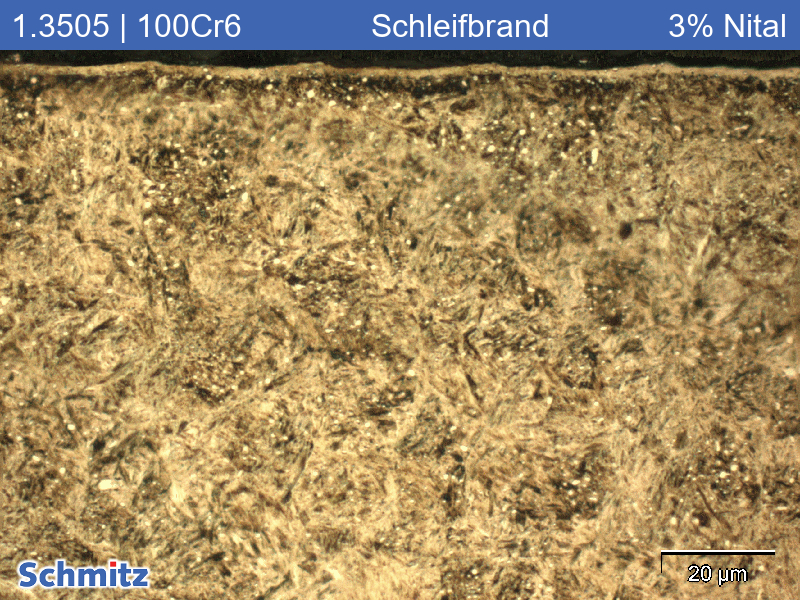
Durch die lokale Überhitzung kann die Austenitisierungstemperatur des Werkstoffs überschritten werden. Infolge der sehr schnellen Abkühlung durch das umgebende Grundmaterial bildet sich unangelassener Martensit (und ggf. Restaustenit), was zu einer örtlichen Aufhärtung der Oberfläche führt. Direkt unterhalb dieser Neuhärtezone (auch White Layer) befindet sich häufig eine Anlasszone, die sich im Schliffbild als dunkler Bereich mit Härteabfall erkennen lässt.
Wird beim Schleifen eine Temperatur erreicht, die unterhalb der Härtetemperatur, jedoch oberhalb der Anlasstemperatur des Werkstoffs liegt, kommt es nicht zur Martensitneubildung, sondern zur Ausbildung oberflächennaher Anlasszonen mit entsprechendem Härteabfall.
Die Gefügeneubildung kann zu inneren Spannungen führen, die wiederum unerwünschte Rissbildungen begünstigen.
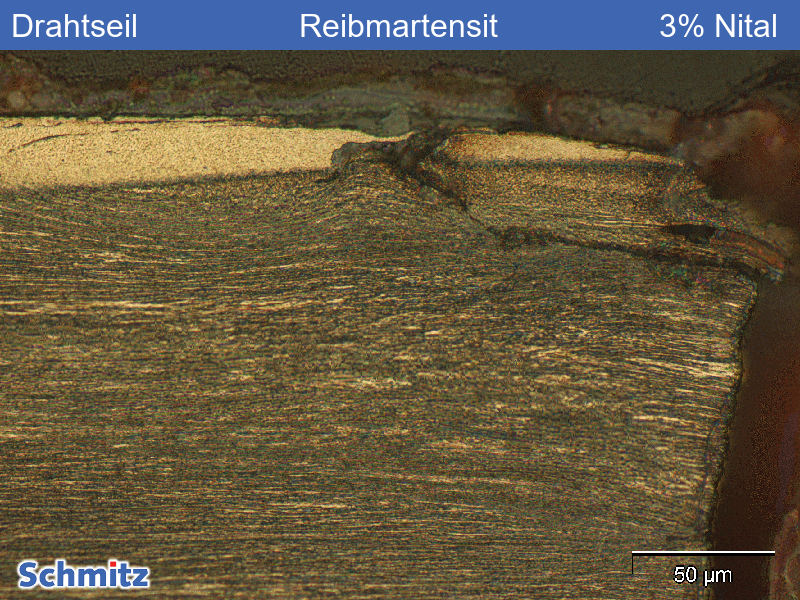
Erfolgt die Martensitbildung überwiegend reibinduziert – also durch das Zusammenwirken hoher Temperaturen und starker plastischer Verformung infolge Reibung – spricht man von Reibmartensit. Die weiße Schicht beim Schleifbrand besteht daher häufig aus Reibmartensit. Während der Begriff „Schleifbrand“ den fertigungstechnischen Schadensmechanismus beschreibt, bezeichnet „Reibmartensit“ das entstandene Gefüge beziehungsweise den zugrunde liegenden Umwandlungsmechanismus.
Eine Nitalätzung macht die in der Regel nur wenige Mikrometer dicke, thermisch beeinflusste Randschicht sichtbar: Der sehr feine, stark tetragonal verspannte und unangelassene Martensit wird nur geringfügig angeätzt und erscheint daher hell beziehungsweise weiß. Anlasszonen erscheinen demgegenüber dunkler, da es sich um angelassenen, spannungsärmeren Martensit mit reduzierter tetragonaler Verzerrung handelt.