


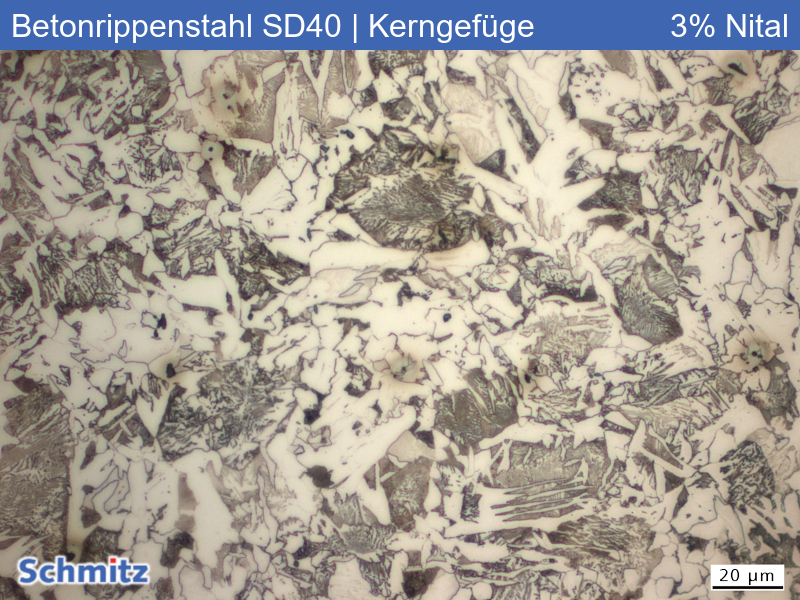
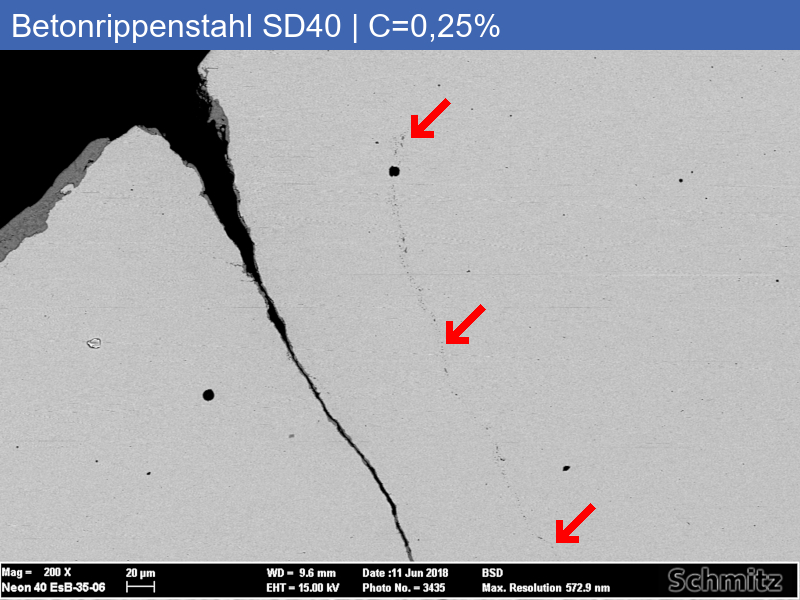
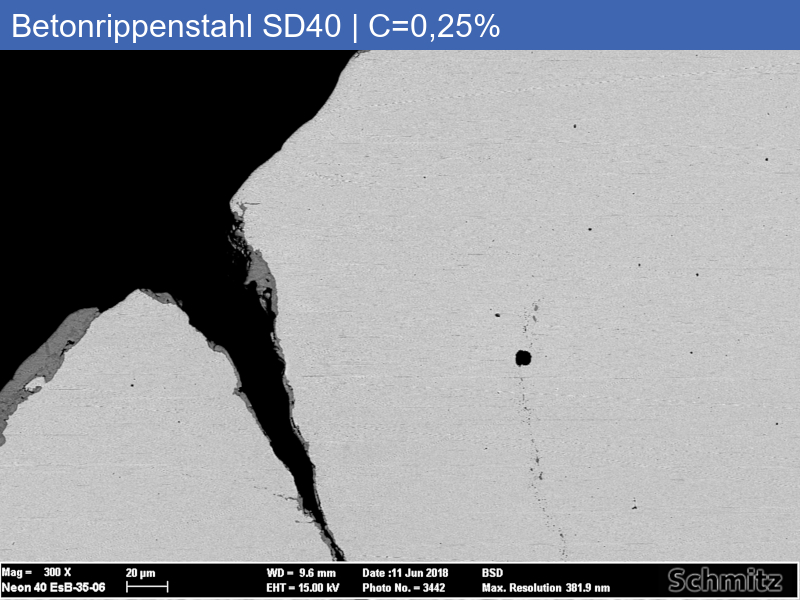
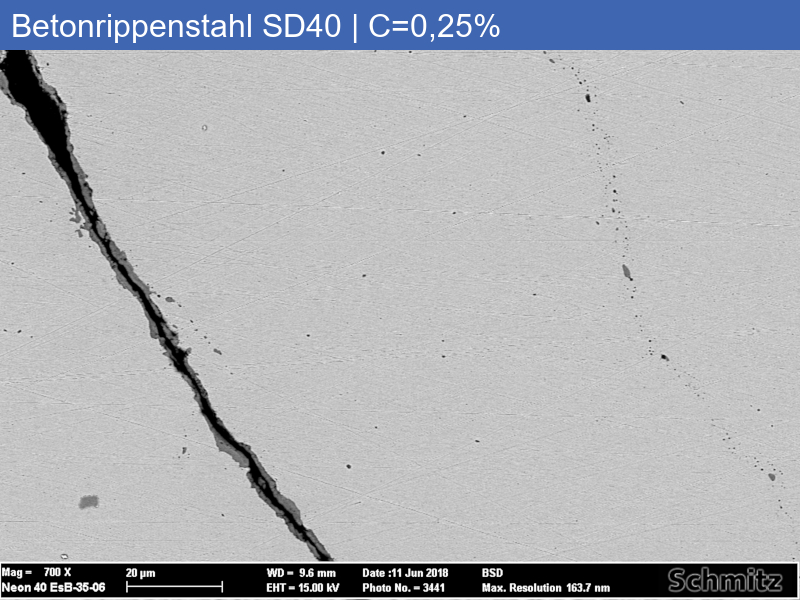
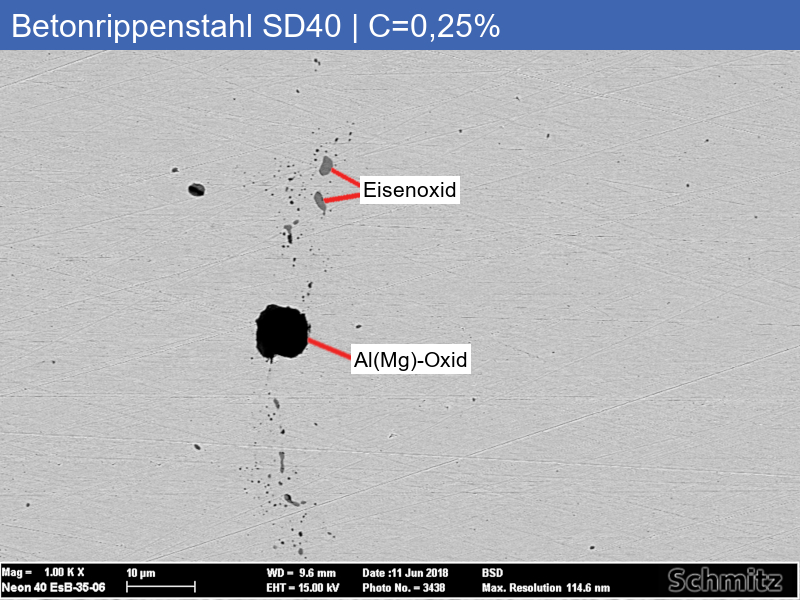
SD40 Reinforcing ribbed steel | C=0.25%
| Numeric designation | SD40 |
|---|---|
| Chemical designation | Reinforcing ribbed steel |
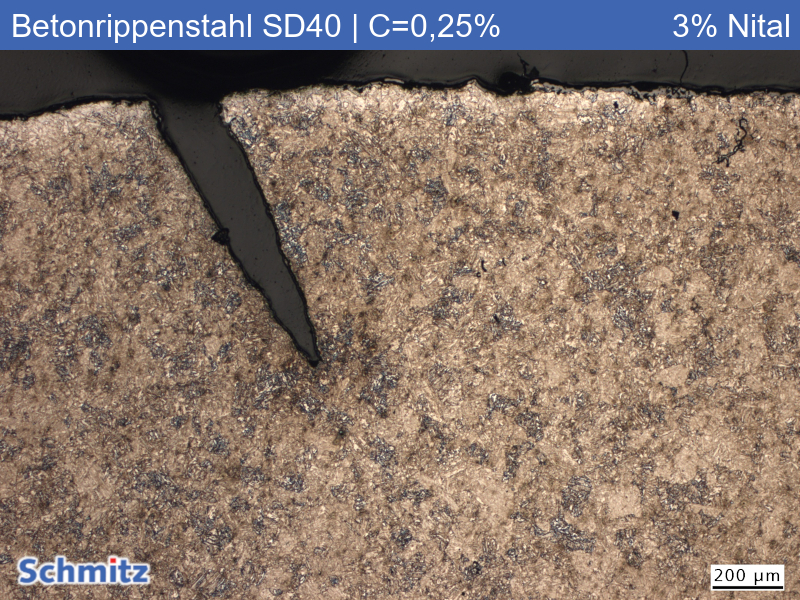
| Etching | 3 % Nital |
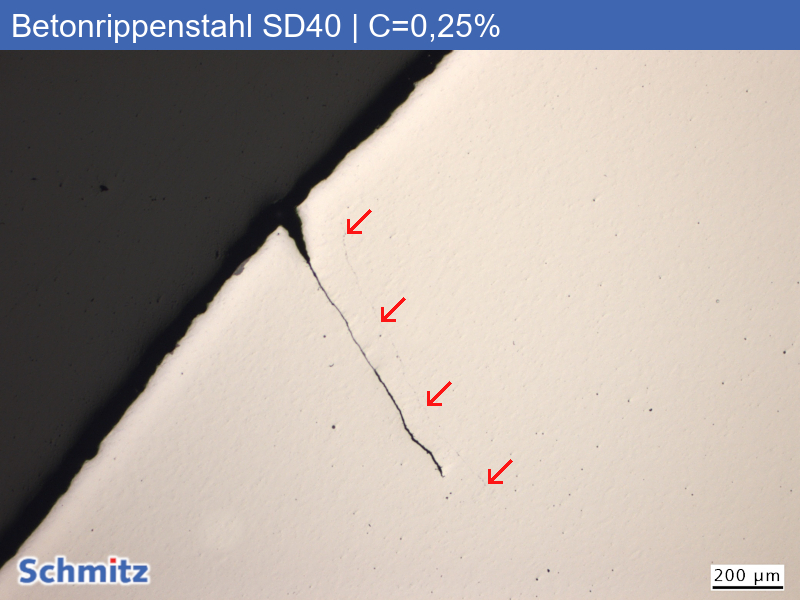
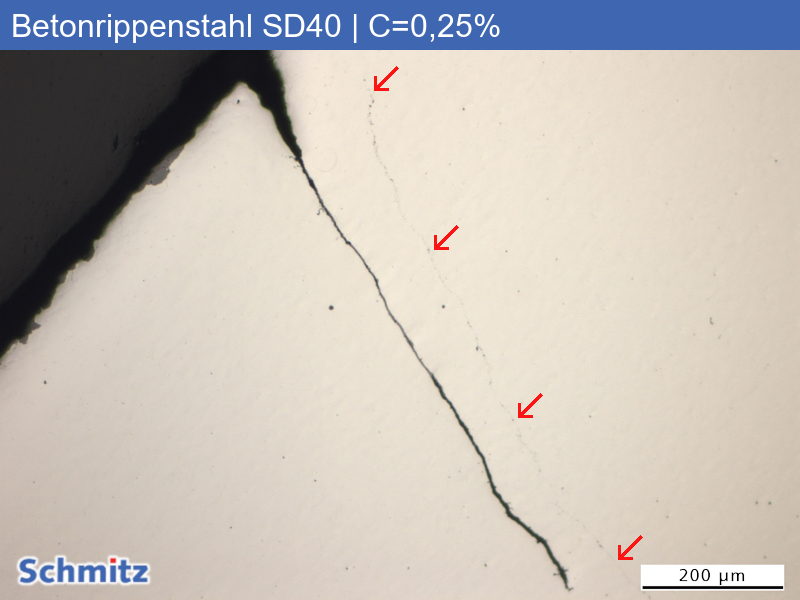
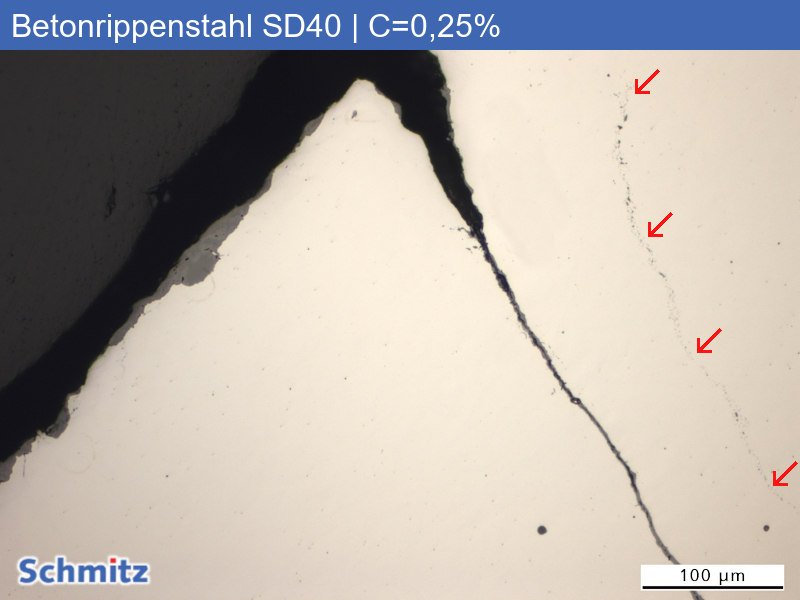
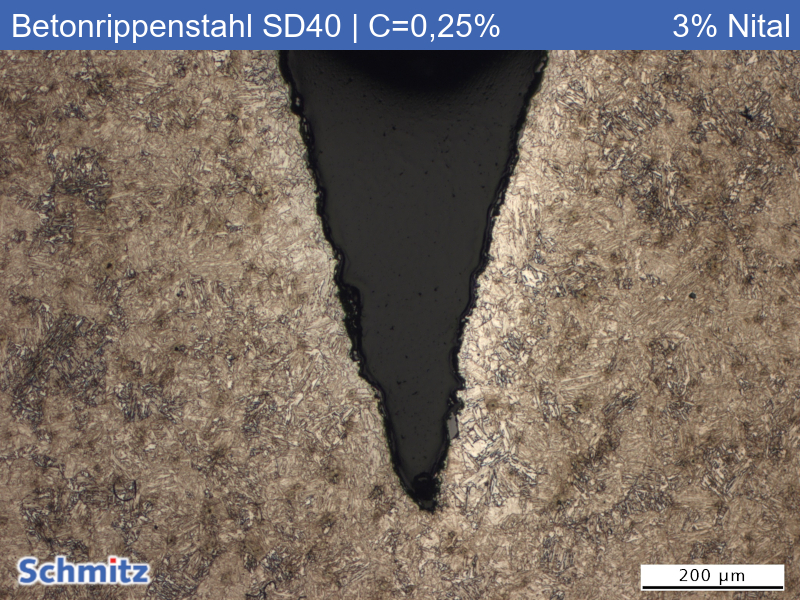
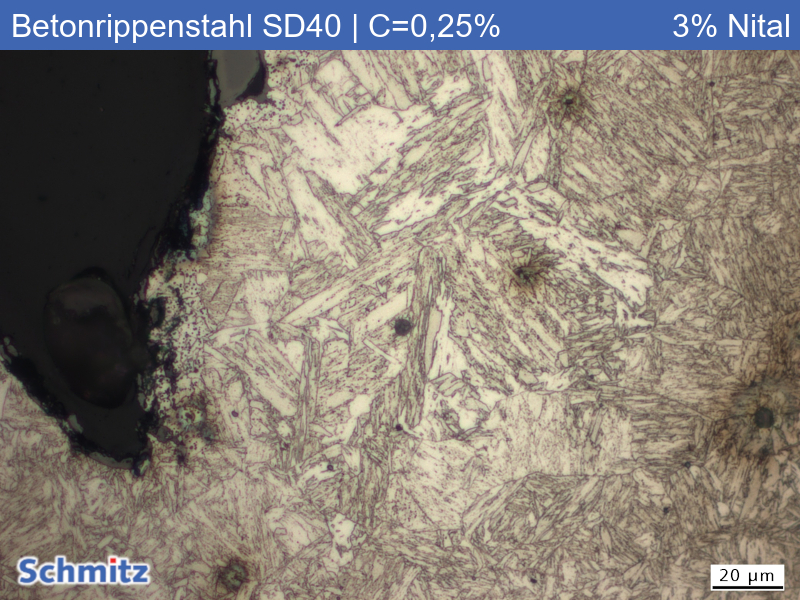
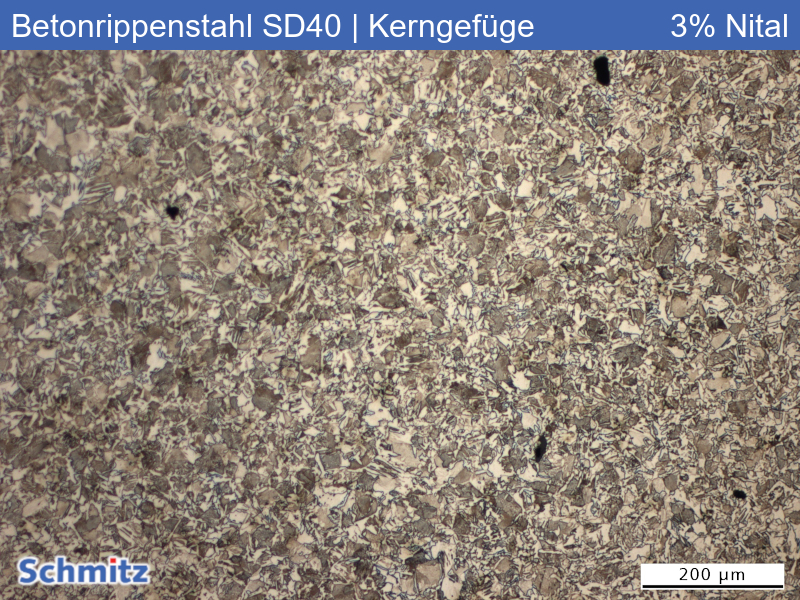
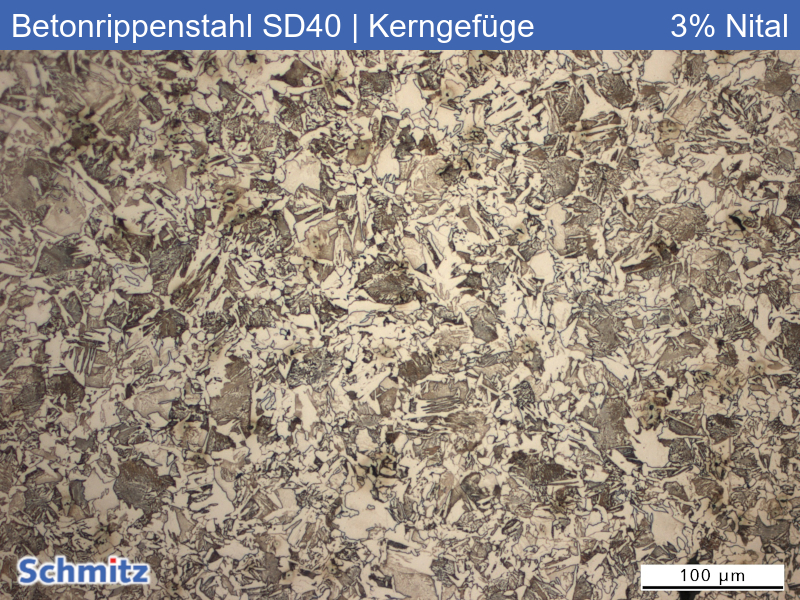
The production was carried out as a continuous casting ingot of approx. 150×150 mm, which was then directly rolled. From the rolling heat, the edge zone is quenched. The residual heat of the core, which is still present, re-tempers the hardened edge zone. Some profiles show longitudinal cracks; however, the specified minimum strength of 400 MPa is always safely achieved. In addition to a crack, the unetched images show a (further) non-metallic inclusion line. By means of EDS analysis, these were identified as iron oxide and aluminum (Mg) oxide. Due to the round shape, rolled-in scale is excluded. The cause of the cracks is therefore the steel mill and not the rolling mill.
Failure Cases
 15CrN6 | 1.5919 +A faulty soft annealing
15CrN6 | 1.5919 +A faulty soft annealing EN-GJS-500-7 | 5.3200 Production welding
EN-GJS-500-7 | 5.3200 Production welding Breakage of a side cutter
Breakage of a side cutter 1.4462 | X2CrNiMoN22-5-3 Duplex with sigma phase
1.4462 | X2CrNiMoN22-5-3 Duplex with sigma phase 1.6580 | 30CrNiMo8 +N + QT Forging crack
1.6580 | 30CrNiMo8 +N + QT Forging crack 1.4765 | X8CrAl25-5 AlN precipitations
1.4765 | X8CrAl25-5 AlN precipitations EN AC-43500 | AlSi10MnMg Cold run and hot crack
EN AC-43500 | AlSi10MnMg Cold run and hot crack 1.0503 | C45 Incorrect induction hardened
1.0503 | C45 Incorrect induction hardened EN-GJS-500-7 | 5.3200 | Tool life problems in machining
EN-GJS-500-7 | 5.3200 | Tool life problems in machining CuAl8 solder on S235JR, liquid metal induced stress corrosion cracking
CuAl8 solder on S235JR, liquid metal induced stress corrosion cracking